Tēmu izklāsts
-

RĪGAS TEHNISKĀ UNIVERSITĀTE
25000 MAŠĪNZINĪBU,TRANSPORTA UN AERONAUTIKAS FAK.
Priekšmeta "Saldētavu iekārtas(1),21/22-R" e-studiju vietne
Šī e-studiju vietne tapusi sadarbībā ar RTU IT Lietotāju atbalsta centru.
STUDIJU KURSA INFORMĀCIJA UN LEKCIJU MATERIĀLI
-
09.septembri - ONLINE - links bus Jusu e-pasta Sakums 12.30 ( ieraksts ari bus taja paša linkā)
-
16.septembris. Dzesēšanas un saldēšanas procesi. Vēsture.
-
23.septembris. Dzesēšanas un saldēšanas procesi. Termodinamiskie cikli
-
30.septembris. Vienpakāpes kompresijas cikls. Teorija
-
7.oktobris. Vienpakāpes kompresijas cikls. Termodinamiskie aprēķini.
-
14.oktobris. Aukstuma aģenti un nesēji.
-
21.oktobris. Daudzpakāpju kompresijas cikli
-
28.oktobris. Dzesēšanas un saldēšanas slodzes aprēķins
-
04.novembri Lekcija notiek šeit https://youtu.be/-GT-TEICwc0
-
11.novembri
-
25.novembri jāpaskatās lekcijas ierakstu (pievienota apakša) 02. decembri rikosim stundas darbu
-
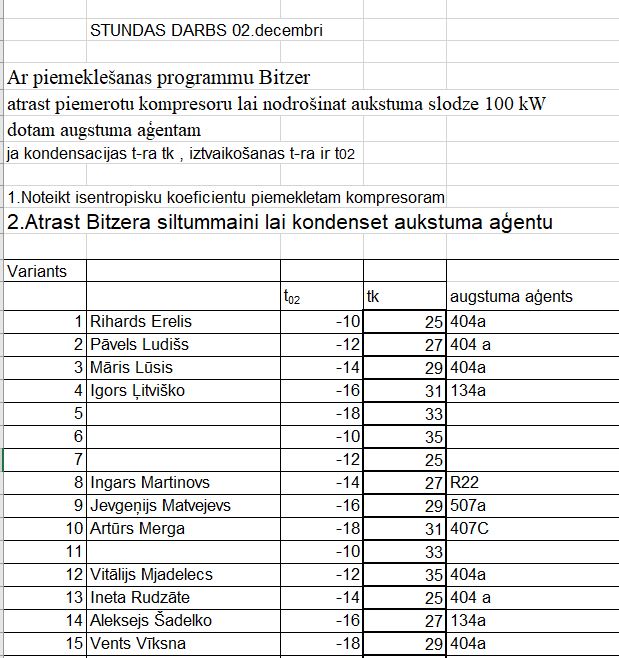
02.decembri
-
09.decembri
-
16.decembri.Triģeneracija + co2